Санкт-Петербург, дорога на Металлострой, дом 3, корпус 5, литера Е
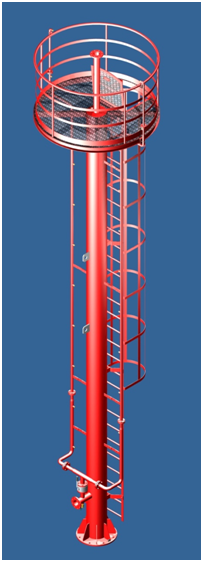
Пожарная лафетная вышка

- Оплата
- Безналичная оплата по счету
- Доставка
- Самовывоз со
склада
СКЛАД ООО "ИСТА-Техника"
Свяжитесь с нами, чтобы узнать цену
узнать цену
Вышки для лафетных стволов с неподвижной платформой
Пожарная лафетная вышка используется для установки на ней лафетного ствола (их может быть несколько), а также для ликвидации возгорания и защиты производящих тушение пожара людей. Пожарные вышки производства компании SABO Espanola изготовлены из материалов высокого качества, надёжны и долговечны. Они производятся на основе требований ТЗ, выдаваемого заказчиком. При проектировании каждой пожарной лафетной вышки учитываются сейсмическая ситуация и климат местности, где она будет установлена.
Вышка имеет трубчатую структуру, изготавливается из обогащённой углеродом стали высокой прочности. В её составе имеются основание, платформа, питающая труба, охлаждающий контур, поручни и люк для доступа. Платформа у вышки может быть как стационарной, так и вращающейся. Это вращение и имеющийся в полу платформы вырез помогают придать струе от пожарного ствола нужное направление.
Пожаротушение можно осуществлять и в местах, расположенных совсем рядом с пожарной вышкой. Максимальное давление подаваемой воды и пенного раствора из пеногенератора – 12 атмосфер. Питающая магистраль сделана из стали, обогащённой углеродом, она оборудована фланцами типа ANSI или UNI. Лестница также изготовлена из высокоуглеродистой стали.
Пожарная лафетная вышка проходит тщательное тестирование, результаты которого заносятся в технический отчёт. Максимальная её высота – 15 м. Она покрыта краской красного цвета оттенка RAL3000. Опционально предлагаются:
1. Внутренний трубопровод для монтажа кабеля;
2. Линии гидравлики;
3. Увеличение максимальной высоты;
4. Покраска, отличная от стандартной;
5. Горячая оцинковка (она необходима для увеличения срока службы).
При производстве пожарной лафетной вышки используется особый металл, прошедший горячую оцинковку в особых, предназначенных для этой цели резервуарах. Сварочные операции осуществляются сотрудниками, у которых имеется соответствующее разрешение.
На завершающем этапе проводятся гидравлические испытания водяных магистралей, тестирование устойчивости всех деталей и узлов в рабочем температурном режиме. Кроме того, проводится DE- проникающее тестирование сварных стыков и проверка качества покраски. Все результаты заносятся в соответствующий протокол.
 |
 |
 |

|

|

|